Introduction
Manufacturers in the UK, particularly within automotive electronics, medical devices, and consumer electronics, face significant challenges. The pursuit of product lightweighting, ergonomic tactile features, and high ingress protection (e.g., IP67/IP68) is often hampered by traditional assembly. These methods are not only inefficient but frequently result in seal failures at joints, inconsistent part quality, and ultimately, customer complaints, recall risks, and eroded profits.
These issues often originate from a limited understanding of the integrated manufacturing process known as over molding injection molding. Incorrectly choosing between over molding and insert molding processes, selecting incompatible material pairs, or lacking precise control over critical parameters like temperature and pressure in the over molding process can directly lead to bond failure, flash, or damage to sensitive electronic components.This article provides a systematic breakdown of over molding technology, delivering a clear road map from principle to practice. It will cover how to select the correct process based on product function, the core principles for ensuring material compatibility, and share data-driven over molding troubleshooting strategies to significantly improve yield and cost-effectiveness.
What is over molding, and How Does It Create Value for UK Businesses?
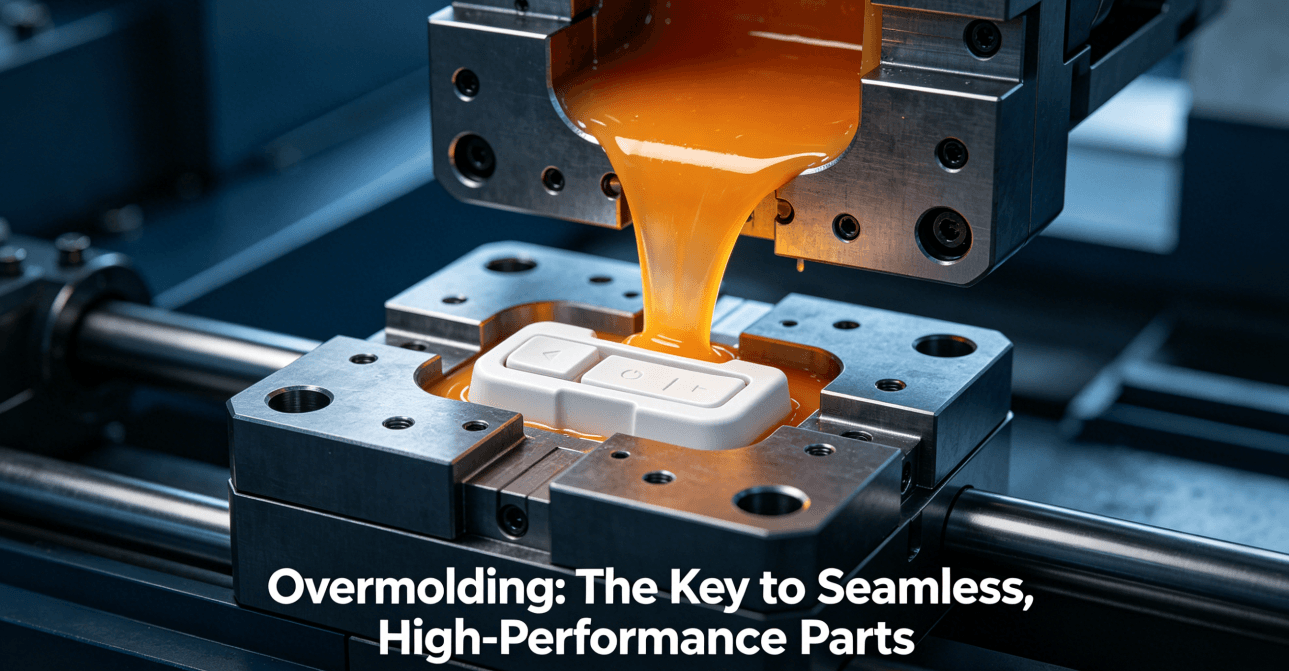
What is over molding in layman’s terms? This refers to an injection molding technique that combines two different materials into one by placing a softer material (e.g., TPE) on top of a harder substance in order to form a single piece. This makes products anti-slip, water-proof, and shock absorbent.
For UK businesses, the value is substantial. It replaces manual assembly, boosting production efficiency and consistency. It also enables higher design integration, allowing UK-made products in global automotive and medical markets to meet rigorous standards for durability and user experience. The core of how does over molding work revolves around precise temperature control of the “bonding window,” where the two materials meet, underscoring the critical importance of the mold temperature control system.
The Operational Mechanism of over molding
The over molding process is defined by a specific sequence that ensures a permanent bond between dissimilar materials.
- The Two-Stage Production Cycle
The rigid substrate component is molded and allowed to cool.This substrate is then placed into another mold cavity, where the molten overmold material is injected directly onto it.
- Achieving a Chemical Bond
The bond is not merely mechanical. The heat from the second shot slightly remelts the surface of the substrate, allowing the two materials to fuse at a molecular level, creating a strong, inseparable union when done correctly.
To explore the complete journey from design to production, a detailed resource is available in this over molding process guide.
over molding vs. Insert Molding: How Should UK Manufacturers Choose?
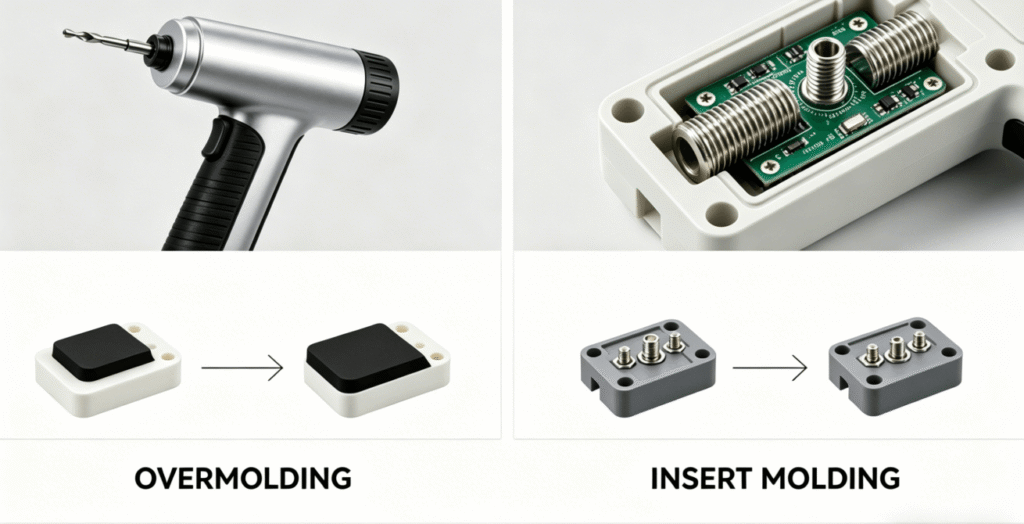
One issue that causes much confusion is distinguishing between over molding and insert molding. This is especially true for UK businesses trying to make decisions about the best manufacturing process.
Over molding refers to double injection molding with two parts being plastic, and aims at improving seals, touch feel, and appearance. In insert molding, an electronic or metal insert is placed in a mold before injection of plastic material, and this is done with the primary objective of increasing structural strength and conductivity. The choice here depends on the purpose of the product itself: over molding is ideal for improved touch and seals, while insert molding is suitable for adding metal screws or conductive materials. Making this choice based on functionality, rather than cost considerations alone, is crucial for minimizing waste and troubleshooting over molding later on.
How to Ensure Material Compatibility and Avoid Costly Bond Failure?
The Society of Automotive Engineers(SAE) indicated the choice of material is the single most important determinant for successful over molding. The main reason for de-lamination and bonding problems in over molding injection molding is the improper combination of materials.
The first rule to remember is the similarity of polarities. The polar materials ABS and PC can be successfully combined with all types of TPE and TPU. Non-polar materials such as PP and PE must undergo specific surface treatment or use locking mechanisms. It is common practice to use known and tested combinations of materials and carry out compatibility tests before production and mold flow analysis in professional over molding injection molding services..
How to Conduct Effective Troubleshooting for Poor Bonding and Electronic Component Damage?
Effective over molding troubleshooting is systematic. Common issues include bond failure, flash/short shots, and insert damage.
H3: Primary Causes and Corrections for Adhesion Problems
Bond failure typically stems from a few root causes that must be methodically addressed.
- Material and Surface Issues
Material incompatibility is a fundamental flaw. Furthermore, contamination on the substrate surface (oils, release agents) creates a barrier. Solutions include selecting validated material pairs and implementing rigorous substrate cleaning processes before the second shot.
- Process Parameter Inconsistencies
Incorrect molding temperature has always been an important factor. A low substrate temperature does not allow bonding, while high substrate temperature may distort it. It is necessary to properly adjust the injection speed and pressure to facilitate melt flow and surface wetting.
Safeguarding Sensitive Electronic Components While over molding
over molding delicate electronics such as circuit boards often results in damage due to the traditional approach. However, one of the most important methods is low-pressure injection molding (LPIM), where melt temperature is less than 135°C and injection pressure lower than 40 bar. High-precision machining is an example of this approach.For a deeper dive into defect analysis, a comprehensive over molding troubleshooting guide offers extensive insights.
Future Trends: Which Advanced Technologies are Enhancing over molding’s Precision and Efficiency?
Improvements made in over molding techniques are all about increasing accuracy and efficiency. For instance, the use of variotherm mold technology, where the mold is heated and cooled rapidly to achieve temperatures that vary ±10°C can increase the strength of the bonds up to 50 percent.
Additionally, by integrating automation processes and in-mold sensors, it becomes easier to monitor and control the over molding technique, and as a result, the yield from the process increases greatly. These developments have enabled the over molding technique to become capable of handling advanced medical and automotive electronics products. Firms that adopt stringent quality management systems, such as JS Precision, which is ISO 16949-certified, can easily incorporate this development.
Conclusion
over molding is a highly advanced technique that greatly improves the performance of the products manufactured using it. To ensure successful manufacturing in the UK with the goal of increasing competitiveness, it is important to understand how over molding works, make an informed decision regarding whether over molding should be applied or whether the product could be manufactured via insert molding, select materials properly and develop troubleshooting skills for over molding.
Do you have issues with seals, ergonomic concerns, and product assembly in your current product? Receive an expert analysis of feasibility of over molding injection molding together with an estimated price. JS Precision offers all-inclusive manufacturing services and is an experienced manufacturer of complex designs. Submit your design files for review by their design engineers to get help with design optimization and cost analysis.
Author Bio
This article was authored by a team of engineers with reference to technical resources and industry practices in precision manufacturing. The team is dedicated to providing practical operational and manufacturing solutions for UK businesses.
FAQs
Q1: What is usually the MOQ on over molding projects?
A: over molding can handle small volume orders, even down to prototypes. Batch sizes of 1 to 10 units might include costs of sharing mold setups. Batches of approximately 50 units strike the right balance between cost and verification.
Q2: How can I make sure that the waterproofing of my overmolded part will reach a IP67/IP68 certification?
A: In order to have IP67/68 rating, a good chemical interaction of the materials, along with correct seal design are needed. After molding, 100% testing using vacuum decay, among others, is a must.
Q3: What should the thickness of the overmold layer be?
A: Thicknesses above 1.5mm are recommended. Thinner regions may cause incomplete filling while thicker ones result in sink or warpage problems. The appropriate thickness would depend on manufacturability analysis..
Q4: How do you overcome typical problems associated with Bonding in over molding?
A: First, make sure that there is compatibility between materials. The substrate surface must be cleaned properly for decontamination purposes. Lastly, regulate the mold temperature to fall within the recommended range.
Q5: In what way does Potting differ from over molding?
A: over molding is efficient, complex shape molding, stress management, and used in large quantities. Potting is a sealing process by filling cavities which are suited for very high pressure applications.